在我们的生活中,各种弯管产品层出不穷。同时弯管的加工技术和水平也越来越优秀,给我们的日常生活带来了很多便利。但产品在加工过程中会出现一些小问题,如加工过程中出现微裂纹,导致成型产品出现缺陷影响销售,因此在弯管过程中,不仅要采用优秀的技术和工艺,还要采取适当的措施进行控制,比如在产品加工过程中,如果温度超过一定范围,产品表面会有一定程度的变形,从而使产品表面出现很多细小的裂纹,因此在拉弯加工过程中有必要合理控制其温度,数控拉弯加工开启弯管拉弯新技术工艺!
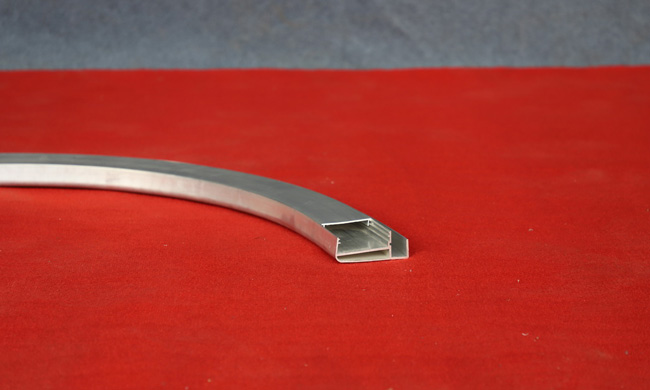
压弯是用于弯管加工的工艺办法,它使用模具在液压机上弯曲管坯,弯曲具有调模简单、生产功率大的优点,所以一直用于生产,一般用于弯曲直段或弯曲头的管件。
绕弯是比较常用的弯管加工办法,根据弯曲设备的不同,可以分为手动弯曲和弯管机弯曲,手工折弯不需要专门的折弯设备,弯管设备俭朴、生产成本低、便于调理和应用,但劳动强度大、生产率低,主要用于小批量生产场合,弯管机绕弯根据是否有芯棒,弯管机的弯曲可分为有芯弯管和无芯弯管。
汽车、机械配件等用对弯管的精度、光洁度有很高要求的机械,由于精细光亮弯管的精度高,公差可以保持在2-8丝,因此许多加工用户正在逐步将无缝弯管或圆钢改为精细光亮弯管,以节省人力、物力和时间。
弯管的微裂纹一方面是温度不合理造成的,另一方面是使用的材料质量不达标造成的,因此在弯曲过程中,设备可能会因高速变形而损坏,其实这些裂缝是需要一定条件的。结合实际加工情况,其实在弯曲过程中,裂纹的长度可以达到垂直于晶界的纵轴,即垂直于拉伸管夹,产品热处理后需要弯曲,产品表面的微裂纹会变成拉晶,一般对弯曲设备的力学和微裂纹进行研究,在室内温度下不会影响产品的抗拉强度。
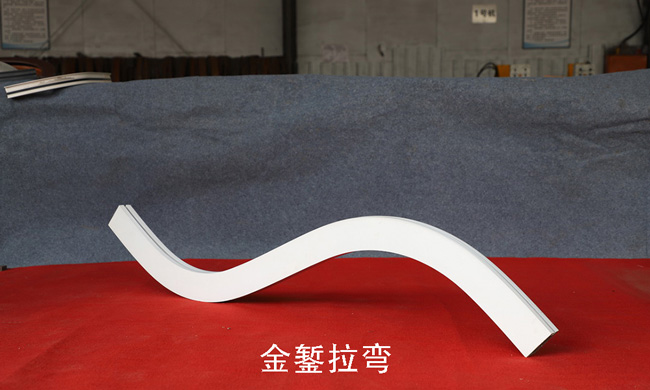
对于弯管加工产品,不同半径和角度的不同产品的弯曲方向也会发生变化,这类产品将成为工程管道不可缺少的一部分。如果产品的壁厚和弯曲力学性能发生变化,会影响产品的质量,所以,产品在进行加工的时候其技术是非常重要的。