工业铝型材拉弯加工厂家生产的弯曲件的精细加工质量涉及弯裂、回弹、偏移、翘曲、畸变等:
1.弯裂
最小相对弯曲半径,是指在自由弯曲保证坯料最外层纤维不发生破裂的前提下,所能获得的弯曲件内表面最小圆角半径与弯曲材料厚度的比值。对于一定厚度的材料,弯曲半径越小,外层材料的伸长率越大,当外边缘材料的伸长率达到并超过材料的伸长率后,就会导致弯裂。在一般情况下,不宜采用最小弯曲半径。当零件的弯曲半径小于表 3-2 所列数值时,为提高弯曲极限变形程度,防止弯裂,常采用的措施有退火、加热弯曲、消除冲裁毛刺、两次弯曲(先加大弯曲半径,退火后再按工件要求的小弯曲半径)校正弯曲以及对较厚材料的开2槽弯曲等。
回弹2
塑性弯曲与所有塑性变形一样,伴有弹性变形。由于弹性的作用,弯曲后制件的弯曲角度和弯曲半径发生变化,而与模具工作尺寸不一致的现象称为回弹,弯曲回弹的表现形式包括以下 2 个方面。弯曲半径增大:卸载前板料的内半径为r( 与模的半径合 ),载后增加至 r。半径的增量Ar 为
N=n-r
弯曲角度增大: 卸载前板料的弯曲件角度为( 与模顶角合 ),卸后增大到。角度的增量Aa为
Aa = a, -a
(1) 影响回弹的因素
材料的力学性能。材料的屈服点o,越高,弹性模量 E 越小,即E 的比值愈大,则弯
回弹越大。
@相对弯曲半径。相对弯曲半径 r/t 越小,板料的变形程度就越大,总变形中弹性变形所占的比例就减小,所以回弹值越小。
3弯曲件角度。弯曲件角度a越小,表示变形区域越大,回弹的积累越大,回弹角越大.G弯曲方式。自由弯曲与校正弯曲比较,由于校正弯曲时内外区纵向应力均为同号( 压应力)因而减小了弯曲回弹。在无底凹模内作自由弯曲时,回弹最大。
G模具间隙。压制 U 形件时,模具间隙对回弹值有直接影响。间隙减小,由于模具对板料产生挤薄作用,可使回弹减小;反之,间隙越大,回弹越大。
6弯曲件形状。弯曲件形状越复杂,一次弯成角的数量越多,由于各部分的回弹相互牵制故回弹就越小。一般弯曲U形件比V 形件的回弹小。(2)回弹值的确定
由于影响弯曲回弹的因素很多,因此,回弹值的计算比较复杂,也不准确。通常在设计及制造模具时,一般是先按经验数值或用理论公式计算出回弹值作为参考,然后在试模时加以修正。
小变形程度(r/>10)自由弯曲时的回弹值。
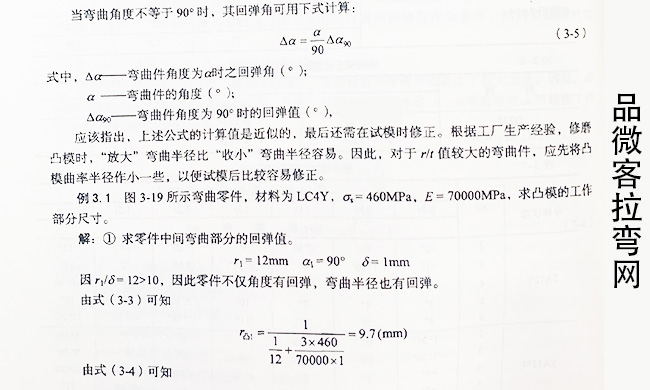
当相对弯曲半径r/>10 时,弯曲件回弹后,弯曲角度和弯曲半径发生了较大变化。因此,必须同时修正模具的弯曲角度和圆角半径。凸模工作部分的圆角半径 r和弯曲角度可根据的r、a按下列两式进行计算:
p/Et
ag=a-(180°-a)
( 3-3)
( 3-4)
凸模的圆角半径(mm );式中,ra
-弯曲件的圆角半径(mm);
aa一一弯曲凸模的角度(·);
a 一弯曲件的角度 (·);
-弯曲件材料厚度(mm);
o一弯曲件材料的屈服应力 (MPa):
E-弯曲件材料的弹性模量 (MPa)。
2 大变形程度(r/t<5)自由弯曲时的回弹值当相对零由半径 <5 时,弯曲件国时图半径的变化很小,可以不子考虑、仅需专此省度的回弹,其回值可查表确定。表至5所示为片由曲件角皮为90”时部分材装的济递魔3.6 所示为单角校正曲时的回弹值。